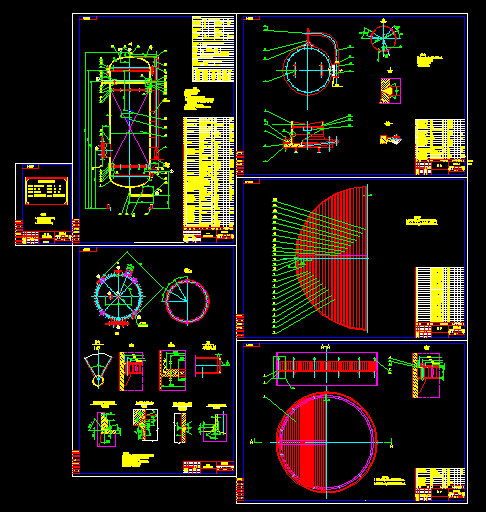
活性炭过滤器 31AV2193-1301.6

- 文件大小: 563.76 KB
- 下载次数:
- 文件评级:

- 更新时间: 2014-08-26
- 发布人: kongbei
该文件为 dwg 格式(源文件可编辑),下载需要 20 积分
技术要求
1.排污口上端面应低于筒体内表面;
2.所有焊接接头为全焊透形势;
3.管法兰螺栓孔应夸中分布。
4.热处理要求:
a. 焊后热处理温度应按标准要求尽可能取上限;
b. 焊后热处理应在焊接工作(包括鞍座垫板和吊耳垫板与筒体的焊接) 全部结束并检测合格后,于耐压试验前进行,最终热处理后不得在壳体上任意进行施焊。
c. 热处理后不允许在接触介质一侧打钢印。
5. 未注尺寸公差按GB/T1804-200标准中m级制造;
6. L为千斤顶的自然长度。
7.焊接采用手工焊,坡口型式及焊条按焊接工艺。
8.焊接按焊接工艺,未注焊角高度为相焊件较薄者的厚度,且为连续焊。
9.所有螺栓孔均应跨设备中心线分布。...
×