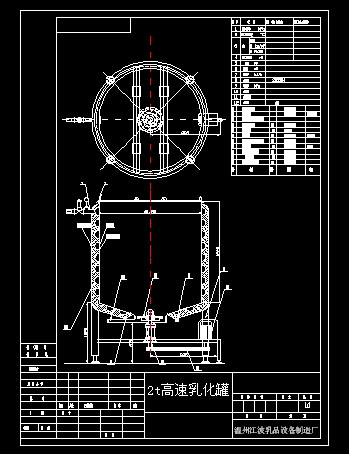
高速乳化罐 2t

- 文件大小: 94.38 KB
- 下载次数:
- 文件评级:

- 更新时间: 2014-09-08
- 发布人: kongbei
该文件为 dwg 格式(源文件可编辑),下载需要 20 积分
技术要求
1、焊接接头型式及尺寸除图中注明外按JB/T4735-1997或HG20583-1998中规定,对接焊缝为DU8,接管和壳体的焊缝为G2(焊透),罐体与底板的焊缝为T1,角焊缝的焊角尺寸按较薄板的厚度,法兰的焊接按相应法兰标准中的要求。
2、储罐内壁应平整光滑,角焊缝磨成圆角过渡R≥5mm,接管圆角按HG/T20677-1990相应的要求。
3、无损检测应按JB/T4735-1997中第15.3.5.4~10条规定。
4、底板组装前,必须按有关图纸对基础进行验收。底板焊接后,其局部凹凸变形应不大于变形长度的2%,且不超过50mm。底板的焊缝采用真空箱法进行致密性试验,焊缝表面刷肥皂水,真空度不低于53kPa,焊缝表面不出现气泡泄出为合格。
...
×